The proposed system consists of a P.L.C. and a P.C. on which dedicated software for the specific production line is installed.
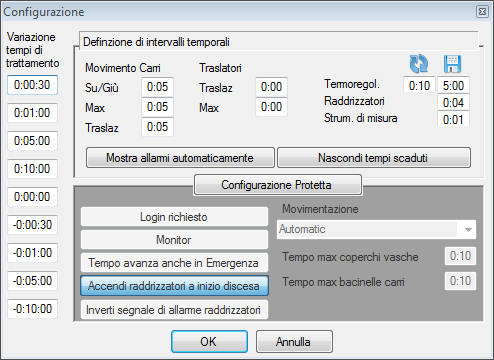
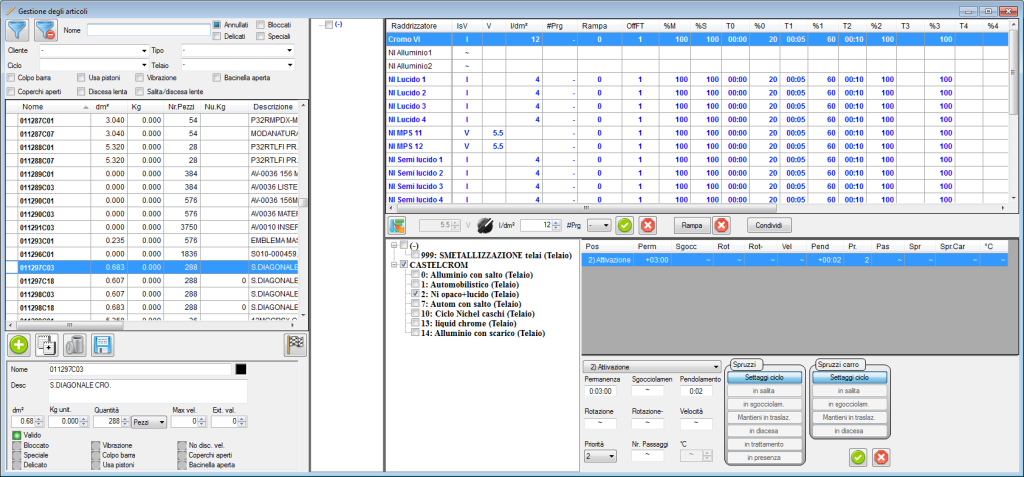
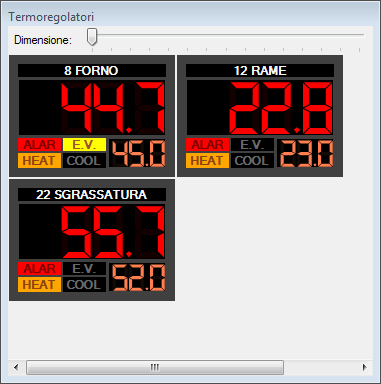
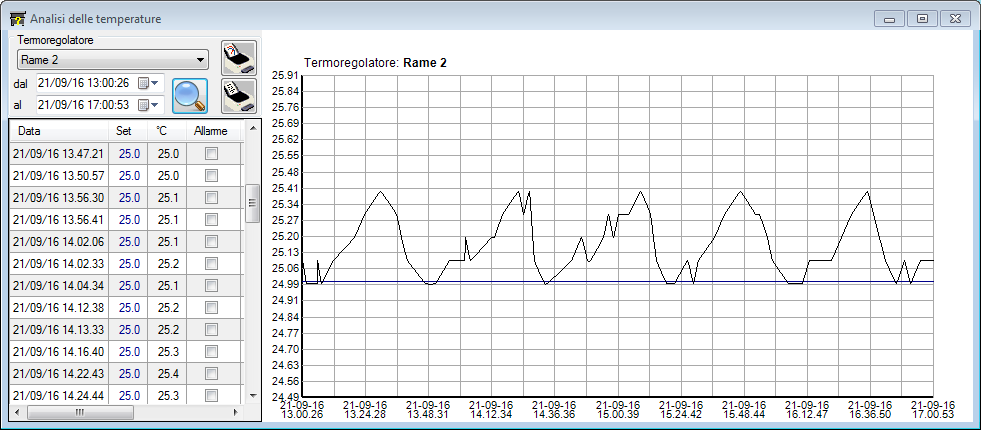
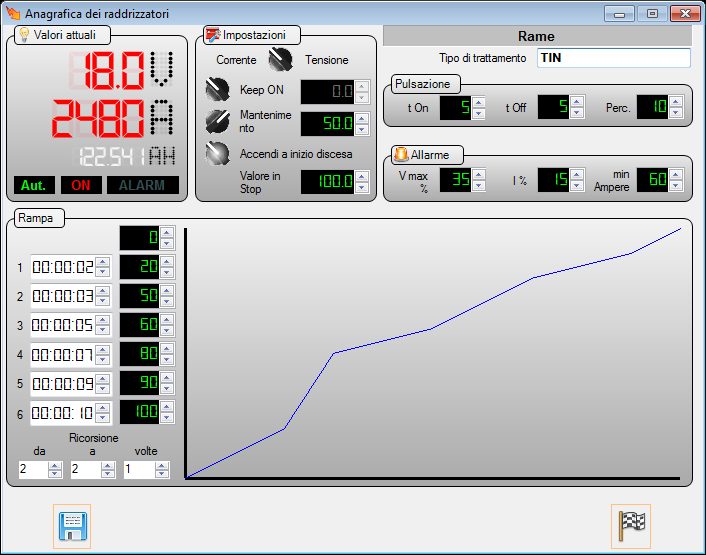
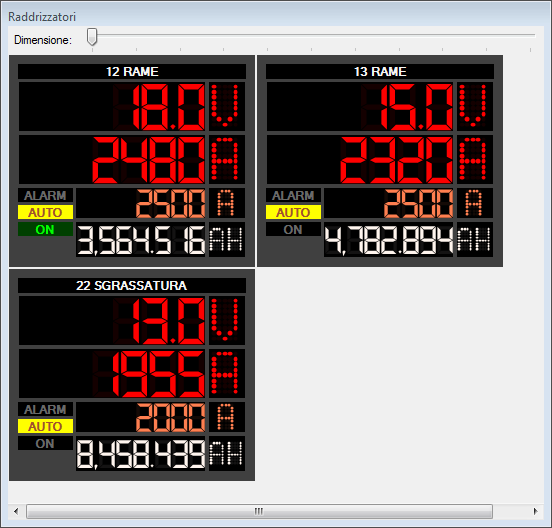
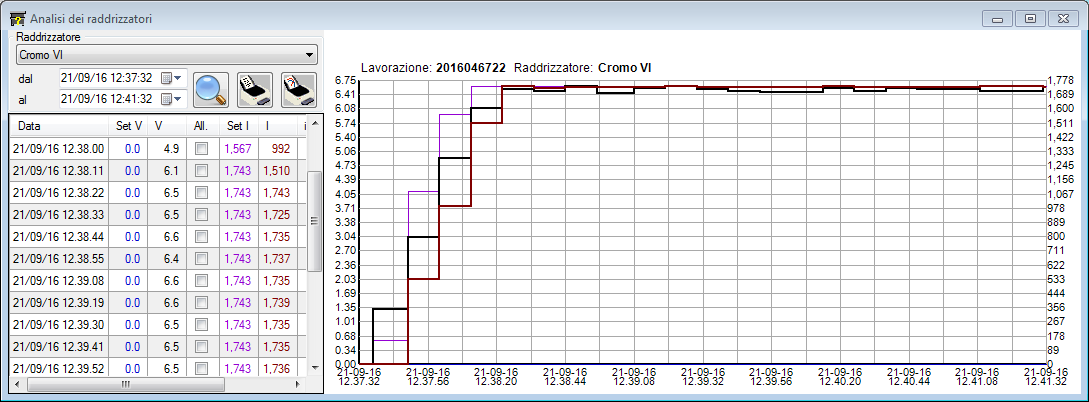
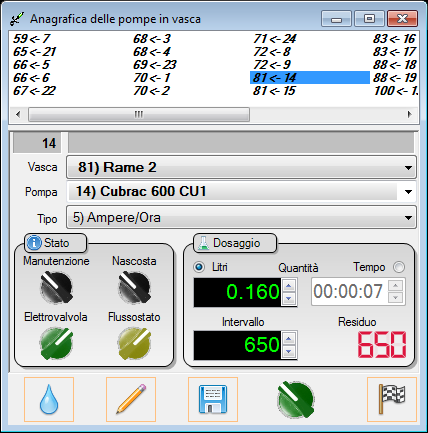
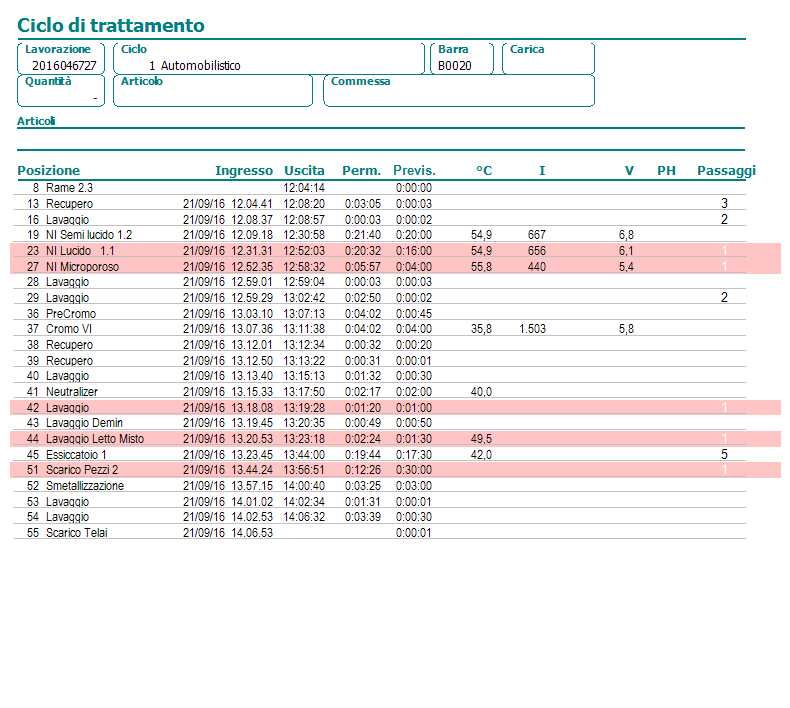
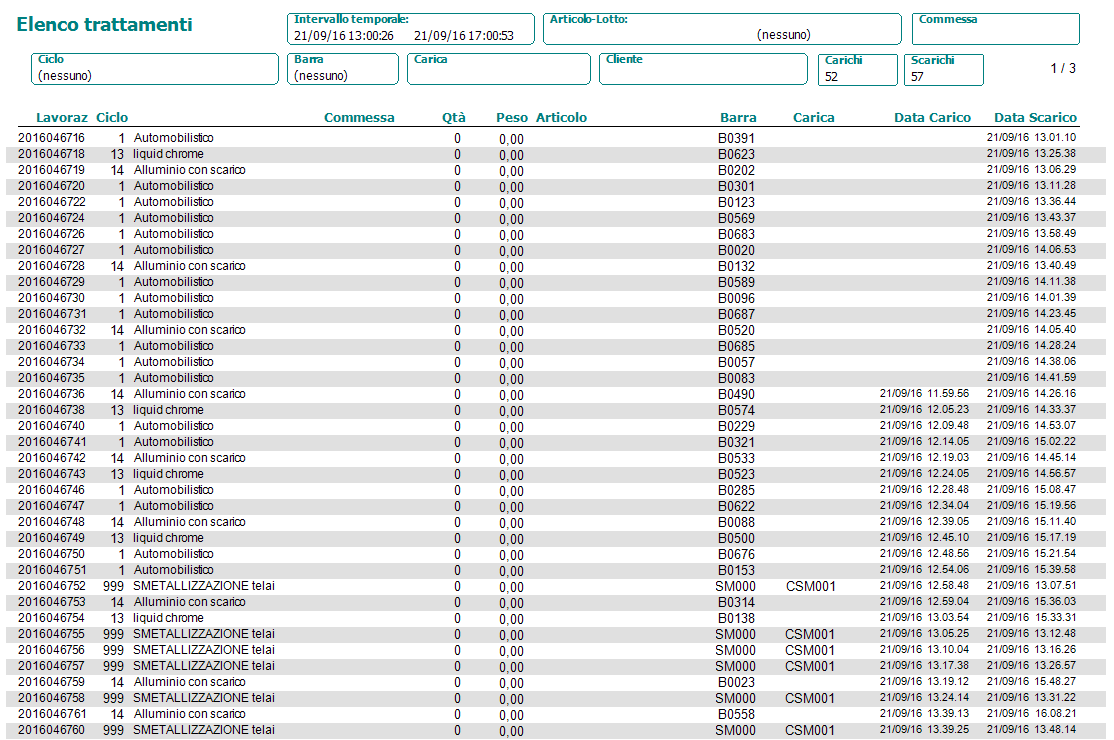
The software, developed by us in a Windows environment, is capable of supervising the line in all its typical parameters (bar positions, temperatures, currents, etc.) and can interact by modifying these parameters. All the software and hardware used are of standard type and easily available in the market. There is the possibility of networking the P.C. with the factory network, subject to the definition of the mode and data to be exchanged.
In order to facilitate data exchange between various parts of the plant from different manufacturers, the use of the Profibus fieldbus is proposed. This Siemens proprietary system allows our P.L.C. (Master) to participate in certain data areas in the P.L.C. Slaves. This allows individual machines to work autonomously.
For safety purposes, some signals will be exchanged between the various machines using electrical contacts rather than the bus.